



不要犹豫,花一分钟时间观看我们的不锈钢管48小时发货产品视频吧!您将发现更多令人赞叹的细节和优势,为您的购买决策提供有力参考。
以下是:不锈钢管48小时发货的图文介绍

昌盛源不锈钢板生产厂家有限公司地处锡山区东北塘。交通便捷。公司实力雄厚。诚聘了工程师,有实践经验的技术人才,大中专学生,经营管理人才一百余人。公司生产设备国内质优,检测手段先进,检测设施齐全。公司将一如既往,竭诚与社会各界新老朋友一起,互惠合作,携手并进,共谋发展。


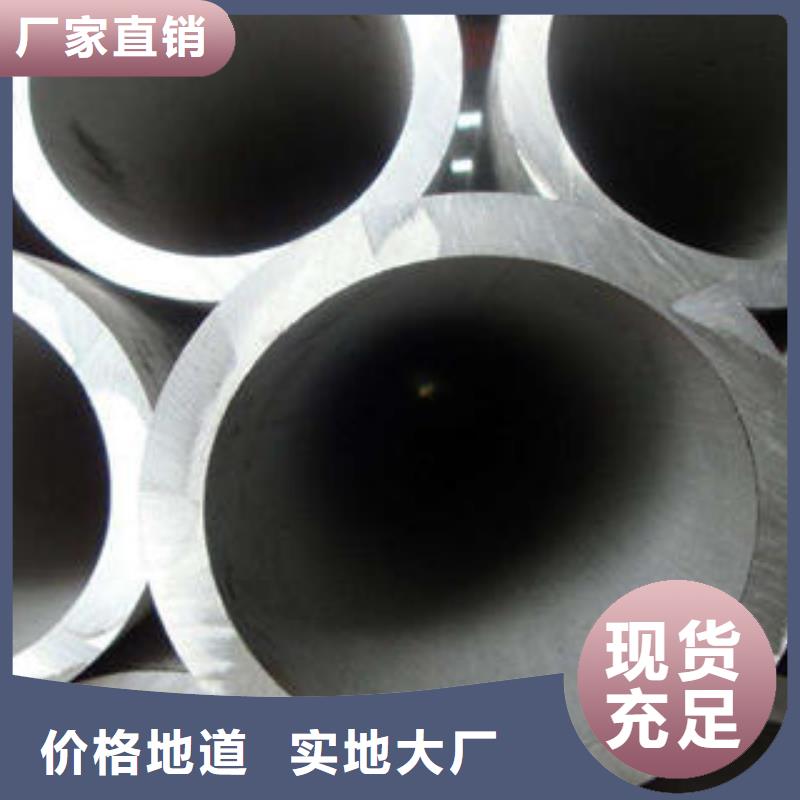
我们经常可以发现不锈钢焊管在冷拔或冷轧后会出现头尾增厚的问题,退火前我们需要用砂轮机切掉不锈钢焊管厚的这部分,并对两端进行打磨。您知道为何会出现壁厚增加的现象吗?这部分增厚长度又如何计算?,由于不锈钢焊管前、后端处于张力建立和消失的两个不稳定阶段,此时不锈钢焊管所受的张力比中间处于稳定轧制阶段的要小,结果造成不锈钢焊管前、后端的管壁厚度比中间的略厚,使切头、切尾长度增加,金属消耗增多。那么,如何计算不锈钢焊管轧制过程中头尾增厚的长度?不锈钢工业焊管两端增厚长度,一般随总变形量、机架间距、平均张力系数和轧制速度的增大而增加,但随单机架的减径率、S/D值、轧辊理想直径和摩擦系数的增大而减短。此外,合金钢不锈钢焊管的增厚长度通常比碳钢大,实际生产计算时可采用经验估算。由于单价比较高,因此在对不锈钢焊管头尾增厚部分进行切除时有着严格的工艺要求,若是切的过多会对不锈钢焊管整体长度产生影响,但若是切的太少也会导致增厚部分过多,这也不符合生产要求。



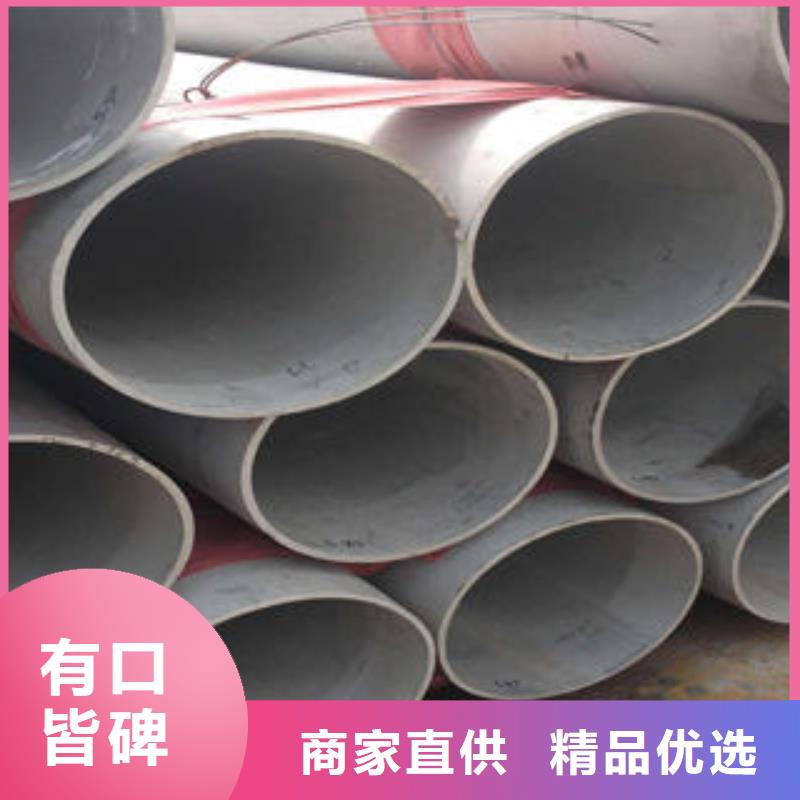
钢管经定径后,进入冷却塔中,经过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)停止内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要经过严厉的手工选择。钢管质检后,用油漆喷上编号、规格、消费批号等。并由吊车吊入仓库中。 不锈钢的设计程序大致上是从现适用于构造工程设计的各个方面的准绳派生出来的。但是由于通常运用的不锈钢是薄规格型钢,所以,它的设计过程比碳钢薄规格资料复杂得多。重要的是肯定不锈钢的终用处,由于在许多应用中不锈钢不只作为构造件而且要起到美观的作用。为了避免构件受力局部呈现部分弯曲和变形,关键的要素是资料的宽度和厚度之比的极限值。还有一点也很重要,值得一提,即:资料规范规则了ó0.2的值,关于建筑物所用的奥氏体不锈钢,该值大约是240N/mm2,但是,资料的特征强度普通要比该值高出15%,设计人员应将这一强度系数思索在内。

昌盛源不锈钢板生产厂家有限公司
